

产品简介:
用于有机废气的治理;适应于同一生产线上,因产品不同,废气成分经常发生变化或废气浓度波动较大的场合。应用行业包括石油、化工、橡胶、油漆、涂装、家具、印制铁罐、印刷等行业中产生的有机废气的净化处理。此外RCO还适应于污水处理站的除臭;烘箱产生的有机废气的净化处理,处理后的气体可回用,对设备加热,减少了烘箱需要的加热能量,达到节能减排的目的。


用于有机废气的治理;适应于同一生产线上,因产品不同,废气成分经常发生变化或废气浓度波动较大的场合。应用行业包括石油、化工、橡胶、油漆、涂装、家具、印制铁罐、印刷等行业中产生的有机废气的净化处理。此外RCO还适应于污水处理站的除臭;烘箱产生的有机废气的净化处理,处理后的气体可回用,对设备加热,减少了烘箱需要的加热能量,达到节能减排的目的。
工艺原理及流程:
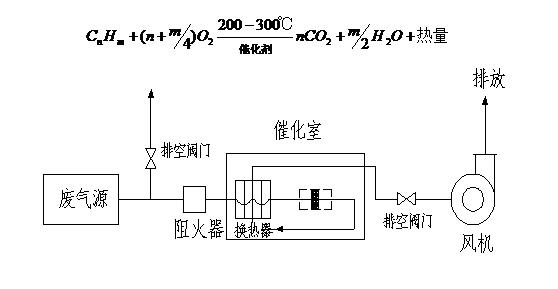
催化净化是典型的气固相催化反应,其实质是活性氧参与的深度氧化作用。在催化净化过程中,催化剂的作用是降低活化能,同时催化剂表面具有吸附作用,使反应物分子富集于表面提高了反应速率,加快了反应的进行。借助催化剂可使有机废气在较低的起燃温度条件下,发生无焰燃烧,并氧化分解为CO2和H2O,同时放出大量热能,从而达到去除废气中的有害物的方法。
RCO催化燃烧系统的工艺流程示意图:
催化净化是典型的气固相催化反应,其实质是活性氧参与的深度氧化作用。在催化净化过程中,催化剂的作用是降低活化能,同时催化剂表面具有吸附作用,使反应物分子富集于表面提高了反应速率,加快了反应的进行。借助催化剂可使有机废气在较低的起燃温度条件下,发生无焰燃烧,并氧化分解为CO2和H2O,同时放出大量热能,从而达到去除废气中的有害物的方法。
RCO催化燃烧系统的工艺流程示意图:
RCO催化燃烧系统的特点:
操作方便:设备工作时,实现自动控制。
能耗低:设备启动,仅需15~30分钟升温至起燃温度,耗能仅为风机功率,浓度较低时自动补偿。
安全可靠:设备配有阻火除尘系统、防爆泄压系统、超温报警系统及先进自控系统。
阻力小,净化率高:采用当今先进的贵金属钯、铂浸渍的蜂窝状陶瓷载体催化剂,比表面积大。
余热可回用:余热可返回烘道,降低原烘道中消耗功率;也可作其它方面的热源。
占地面积小:仅为同行业同类产品的70%~80%,且设备基础无特殊要求。
使用寿命长:催化剂一般8000小时更换,并且载体可再生。
操作方便:设备工作时,实现自动控制。
能耗低:设备启动,仅需15~30分钟升温至起燃温度,耗能仅为风机功率,浓度较低时自动补偿。
安全可靠:设备配有阻火除尘系统、防爆泄压系统、超温报警系统及先进自控系统。
阻力小,净化率高:采用当今先进的贵金属钯、铂浸渍的蜂窝状陶瓷载体催化剂,比表面积大。
余热可回用:余热可返回烘道,降低原烘道中消耗功率;也可作其它方面的热源。
占地面积小:仅为同行业同类产品的70%~80%,且设备基础无特殊要求。
使用寿命长:催化剂一般8000小时更换,并且载体可再生。
上一篇:RTO蓄热式焚烧炉
下一篇:没有了
